

أخشى أن مليمترًا واحدًا خاطئًا قد يوقف العمل. لقد عشت هذا الألم من قبل، لذا أريد إثباتًا أولاً. إليك كيف أتأكد من دقة الأبعاد قبل الشراء.
أتحقق من الدقة قبل أي طلب من خلال حزمة واضحة تشمل: رسومات ثنائية الأبعاد (2D) مع جميع الأبعاد الحرجة والتفاوتات، تقرير العينة الأولى المستند إلى جهاز CMM، فحص اختياري من طرف ثالث، وقياس مباشر عبر الفيديو. كما يمكنني اعتماد عينة فيزيائية لضمان الملاءمة على ماكينتك.
هذا هو وعدي البسيط: أجعل البيانات مرئية، وأعرض الطريقة، وأسمح لك بالقياس معي، ثم أقفل المواصفات الفنية لتطلب بكل ثقة.
هل يمكنك تقديم رسومات فنية تفصيلية مع جميع الأبعاد الحرجة؟
أخشى أن يؤدي فقدان بُعد حرج واحد إلى عدم ملاءمة القطعة. أريد رسومات تعرض كل شيء، كما أريد معرفة التفاوتات التي تهم العمل.
نعم، أقدم رسومات مفصلة بالكامل وملفات CAD أصلية. يتم تحديد كل بُعد حرج للملاءمة بتفاوتات واضحة ورموز GD&T. كما أشارك قائمة مراجعة للأبعاد الحرجة، وأرفق نتائج فحص العينة الأولى لمطابقة كل متطلب.
ما ستحصل عليه قبل الالتزام بالطلب
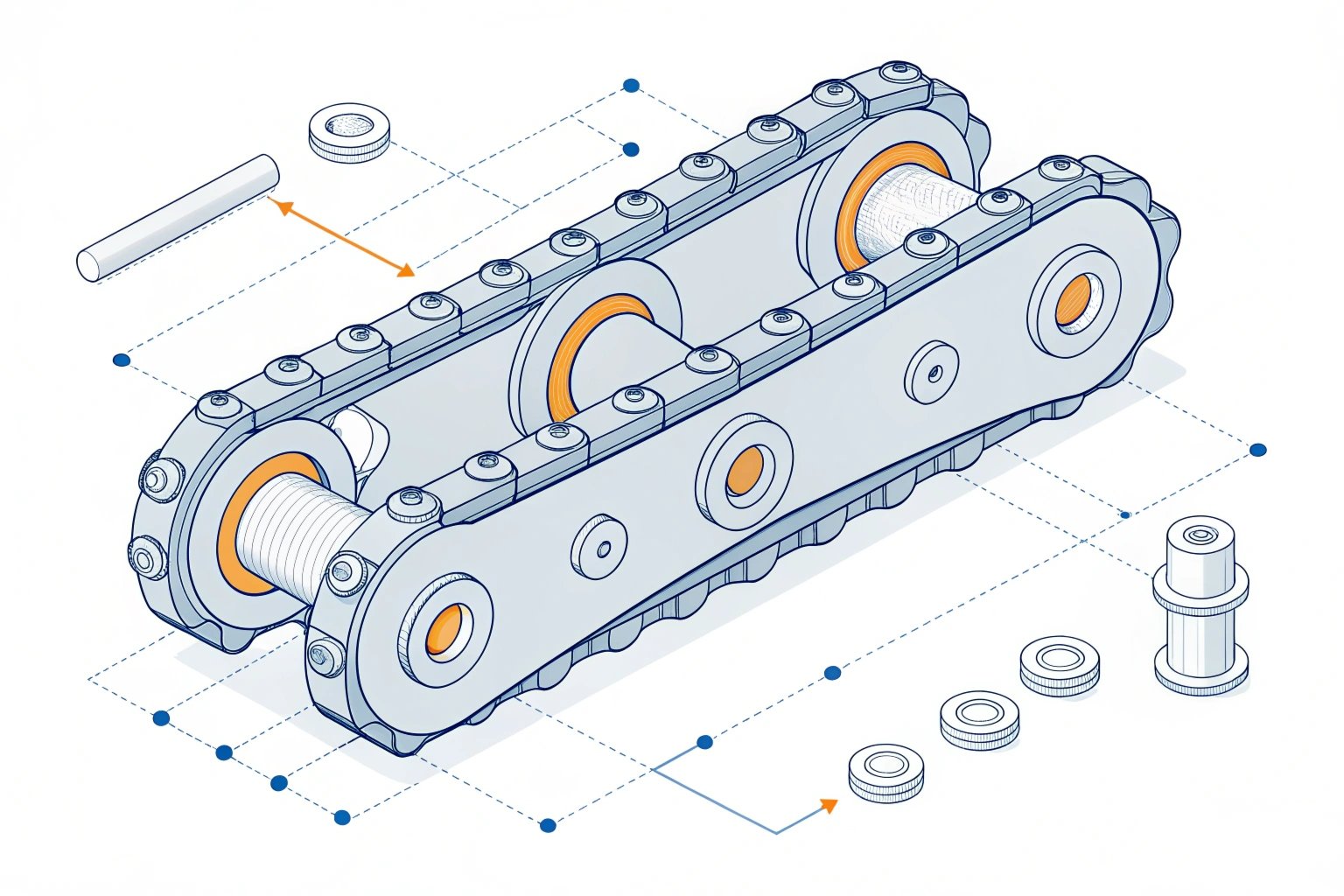
ستحصل على مجموعة كاملة من الرسومات مع تحديد كل ميزة تفاعلية. أقوم بتضمين مناظر المخططات لفتحات التوسيع (Bores)، والأقطار الخارجية (ODs)، والأسطح، والخطوة (Pitch)، وأنماط البراغي. كما أرفق نموذج 3D STEP 1 إذا كنت ترغب في التحقق من الشكل والخلوص في نظام CAD الخاص بك. أقوم بإدراج كل نقطة حرجة للملاءمة (CTF)، مثل خطوة وصلة الجنزير، والقطر الخارجي للجلبة (Bushing)، والقطر الخارجي للمسمار (Pin)، وقطر خطوة الترس (Sprocket)، والقطر الخارجي لعجلة التوجيه (Idler)، ومقاعد عمود الدرفيل (Roller shaft)، ومواضع فتحات البراغي.
كما أقوم بمطابقة رسوماتنا مع مرجع OEM 2 الخاص بعلامتك التجارية. أؤكد رمز القطعة، والمراجعة، وموديلات الماكينة. أضيف ملاحظات حول المعالجة الحرارية 3، وتشطيب السطح، وسماكة الطلاء، لأن هذه العوامل قد تغير الأبعاد إذا لم يتم التحكم فيها. أقوم برسم خطة التحكم على الرسم البياني، بحيث يكون لكل نقطة CTF أداة قياس، وطريقة، وتكرار، وقاعدة قبول.
محتوى الرسومات ونظام GD&T
أستخدم نظام التفاوتات الهندسية والأبعاد (GD&T) 4 فقط حيث يضيف قيمة. أطبق "الموضع" على دوائر البراغي، و"الانحراف" (Runout) على الأقطار الخارجية الكبيرة (مثل عجلات التوجيه والتروس)، و"التوازي" على أسطح ارتكاز الدرافيل. بالنسبة للخطوة، أستخدم تفاوت الخطوة التراكمي عبر عدد محدد من الوصلات. أضع التفاوتات العامة على الميزات غير الحرجة باستخدام المعيار ISO 2768 (mK) 5 ما لم تطلب معيارًا مختلفًا.
العينة والتحقق من طرف ثالث
إذا كنت تريد التحقق بنفسك، يمكنني شحن عينة ما قبل الإنتاج لتقيسها باستخدام أجهزة القياس الخاصة بك. وإذا كان الشحن بطيئًا أو مكلفًا، يمكننا إجراء جلسة فيديو مباشرة؛ حيث أضع القطعة على جهاز CMM أو جهاز العرض الضوئي، وتشاهد أنت نقاط المجس وقراءات الشاشة مباشرة. للحصول على يقين إضافي، يمكنني حجز شركات مثل SGS أو BV أو TUV 6 لإصدار تقرير أبعاد مستقل يسرد النتائج الاسمية والتفاوتات والنتائج الفعلية لكل بند CTF.
إليك الحزمة التي أسلمها للتحقق قبل الطلب:
| البند | الصيغة | المحتويات | وقت التسليم |
|---|---|---|---|
| رسومات 2D | PDF + DWG | الأبعاد، علامات CTF، GD&T، المواد، المعالجة الحرارية | قبل العينة أو FAI |
| نموذج ثلاثي الأبعاد | STEP/IGES | الهندسة الكاملة لفحص الملاءمة الرقمي | قبل العينة أو FAI |
| قائمة الأبعاد الحرجة | XLSX | قائمة CTF مع التفاوتات، أدوات القياس، والطريقة | قبل العينة أو FAI |
ما هي أدوات مراقبة الجودة (مثل CMM) التي تستخدمها لفحص الأبعاد؟
لقد رأيت ورشاً تعتمد فقط على القدمة ذات الورنية، وهذا لا يكفي. أريد الأداة المناسبة لكل ميزة، وأريد إثباتًا على الدقة.
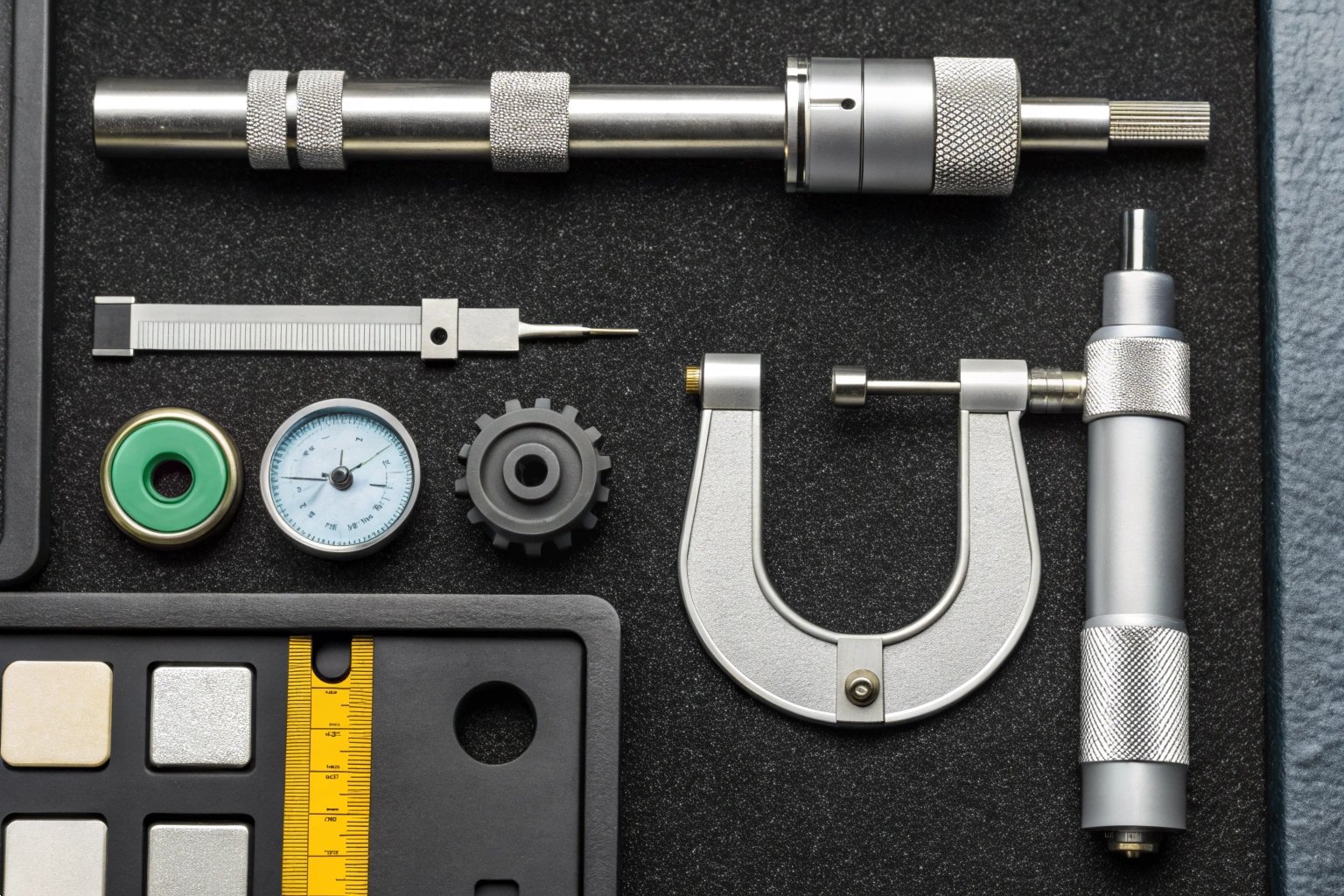
أستخدم جهاز CMM للملاءمات الأساسية 7، بالإضافة إلى أجهزة قياس الثقوب، والميكرومترات، وأجهزة قياس الارتفاع. جميع أدواتي تخضع للمعايرة الدورية، ويمكنني إجراء القياس مباشرة عبر الفيديو.
القياسات الأساسية لأجزاء هيكل السير الثقيلة
أقوم بفحص فتحات التوسيع والأعمدة باستخدام أجهزة قياس الثقوب والميكرومترات المتخصصة. أفحص الأقطار الخارجية الكبيرة لعجلات التوجيه والتروس على جهاز CMM أو باستخدام ميكرومتر أقطار كبيرة. يتم فحص الخطوة (Pitch) باستخدام مثبت متخصص وتأكيدها عبر CMM. أستخدم جهاز العرض الضوئي لتحديد الحواف بدقة.
أقوم بتتبع جميع الأجهزة في نظام معايرة 8، حيث يكون لكل أداة هوية فريدة وتاريخ انتهاء معايرة وشهادة قابلة للتتبع. كما أتحكم في درجة الحرارة بالقرب من 20 درجة مئوية للحصول على قياسات دقيقة، وأترك القطع في الغرفة لتصل إلى حالة التوازن الحراري قبل القياس.
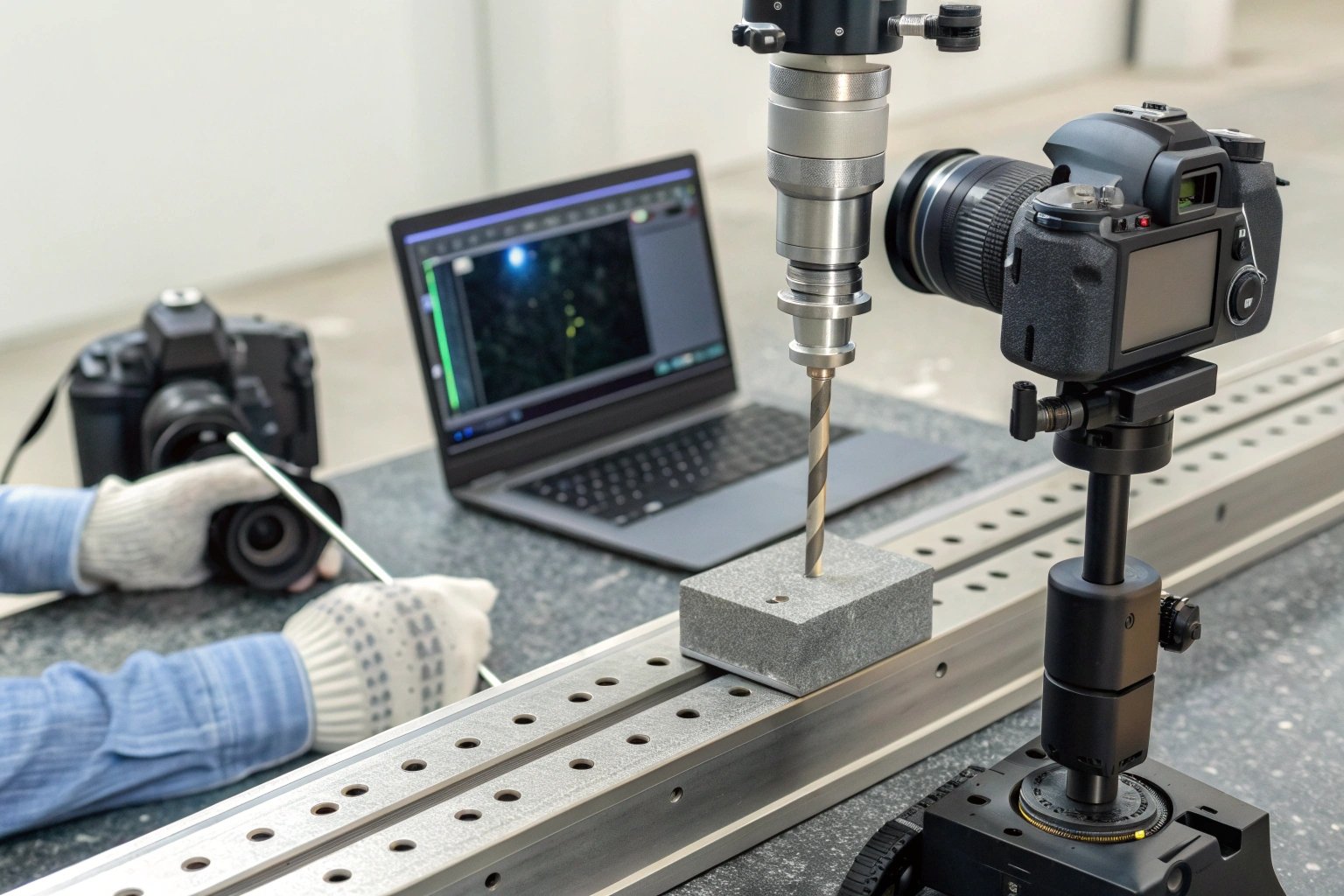
خيارات القياس المباشر التي يمكنك مشاهدتها
إذا لم تتمكن من استلام عينات بسرعة، نقوم بضبط جلسة مباشرة. أضع كاميرا على شاشة جهاز CMM وأخرى على القطعة. يمكنك رؤية المجس وهو يتجه نحو الفتحة أو السطح، ورؤية كل قيمة تظهر على الشاشة. يمكنني تسجيل الجلسة وإرسال الملف لك.
إليك كيفية مطابقة الأدوات مع الميزات ودقة القياس المعتادة:
| الميزة | الأداة الأساسية | الدقة/الارتياب المعتاد |
|---|---|---|
| القطر الخارجي للجلبة | CMM أو ميكرومتر | ±0.005–0.010 مم |
| القطر الخارجي للمسمار | ميكرومتر | ±0.003–0.008 مم |
| خطوة الوصلة (من المركز للمركز) | CMM + مثبت الخطوة | ±0.02–0.05 مم |
| القطر الخارجي لعجلة التوجيه | CMM أو شريط أقطار | ±0.05–0.10 مم |
| وضع دائرة البراغي | CMM | ±0.02–0.05 مم |
| الانحراف (عجلة التوجيه/الترس) | مؤشر قياس + CMM | ±0.02–0.05 مم |
ما هي تفاوتات الأبعاد المقبولة لديكم (مثلاً +/- مم)؟
لا أحب التفاوتات الغامضة. أريد أرقاماً واضحة تناسب واقع المعدات الثقيلة.
أستخدم التفاوتات العامة القائمة على معايير ISO للميزات غير الحرجة، وحدوداً أضيق وخاصة للملاءمات. أمثلة نموذجية: القطر الخارجي للجلبة ±0.02 مم، القطر الخارجي للمسمار ±0.01–0.02 مم، قطر عجلة التوجيه ±0.20 مم، الخطوة ±0.10 مم.
التفاوتات العامة
بالنسبة للأبعاد غير الحرجة، نطبق ISO 2768-mK بشكل افتراضي. أما بالنسبة للملاءمات بين الفتحات والأعمدة، نختار فئات ISO 286 9 التي تطابق طريقة التركيب الخاصة بك.
أمثلة من أجزاء هيكل السير (Undercarriage)
- خطوة وصلة الجنزير: القيمة الاسمية 203.2 مم، التفاوت ±0.10 مم لكل وصلة، مع تحكم تراكمي عبر 10 وصلات ≤±0.30 مم.
- القطر الخارجي للجلبة: ±0.02 مم بعد المعالجة الحرارية، مع استدارة ≤0.01 مم.
- القطر الخارجي للمسمار: ±0.01–0.02 مم، وتشطيب السطح Ra ≤0.8 ميكرومتر.
- عجلة التوجيه (Idler): القطر الخارجي ±0.20 مم، إجمالي الانحراف (TIR) ≤0.15 مم.
- وضع فتحة البرغي: الموضع الحقيقي ≤0.10 مم بالنسبة للمراجع الأساسية.
| الميزة (مثال للحجم) | التفاوت المعتاد | ملاحظة GD&T |
|---|---|---|
| خطوة الوصلة 203.2 مم | ±0.10 مم للوصلة | الموضع بالنسبة لمرجع الخطوة |
| القطر الخارجي للجلبة 90.00 مم | ±0.02 مم | المرجع A على محور الفتحة |
| القطر الخارجي للمسمار 50.00 مم | ±0.01–0.02 مم | الأسطوانية ≤0.02 مم |
| قطر عجلة التوجيه 580.0 مم | ±0.20 مم | الانحراف بالنسبة لمرجع السطح |
أقوم بتتبع قدرة العمليات (Cpk ≥1.33) 10 على هذه الميزات. وبمجرد الاتفاق، يتم قفل التفاوتات النهائية في خطة التحكم ومراجعة الرسم.
كيف تضمن أن قطع الغيار ستناسب ماكينات OEM تماماً؟
أعلم أن "التقارب" في القياس لا ينجح في الميدان. أريد ضماناً حقيقياً للملاءمة.
أضمن الملاءمة من خلال عملية "العينة الذهبية"، وفحص العينة الأولى (FAI) المدعوم بـ CMM، وفحص 100% للميزات الحرجة. إذا انحرفت أي قطعة مستلمة، أقوم باستبدالها أو إعادة تصنيعها أو استرداد المبلغ بسرعة.

العينة الذهبية وFAI
أولاً، نتفق على "عينة ذهبية" (Master Sample). يمكنك التحقق منها على ماكينتك، أو نتحقق معاً عبر الفيديو. ثانياً، أقوم بفحص العينة الأولى (FAI) لأول قطعة إنتاج وأرسل لك تقريراً مفصلاً بالأرقام الفعلية والصور.
فحص 100% للميزات الحرجة
أنا لا أخاطر بالعينات فقط في الميزات الحرجة (CTF). أقوم بفحص 100% من قطع القطر الخارجي للجلبة، والمسمار، والخطوة، ودوائر البراغي. كما أستخدم مثبتات تحكم (Jigs) تحاكي واجهة الماكينة لضمان الملاءمة التامة.
الحلول الواضحة في حال حدوث خطأ
إذا اختلفت القطع المستلمة عن العينة المعتمدة، تحصل على حل ذو أولوية: الاستبدال، إعادة التصنيع بجدول زمني معجل، أو استرداد المال. أتحمل مصاريف الشحن للإرجاع، وأغطي تكاليف العمالة لإعادة التركيب إذا تم الاتفاق على ذلك في العقد.
الخلاصة
تحصل على رسومات، بيانات CMM، عينة أو إثبات مباشر، وضمان للملاءمة. سترى الأرقام، الطريقة، وخطة الحل. ستطلب بكل يقين.
الحواشي
1. معيار ISO الرسمي لصيغة STEP، الضروري لتبادل بيانات النماذج ثلاثية الأبعاد. ↩︎
2. مرجع للمعلومات الرسمية للقطع والخدمة من مصنعي المعدات الأصلية الرائدين. ↩︎
3. مورد يفصل مبادئ وعمليات المعالجة الحرارية لتعزيز قوة المعادن. ↩︎
4. المعيار الرسمي للجمعية الأمريكية للمهندسين الميكانيكيين (ASME) للتفاوتات والأبعاد. ↩︎
5. معيار ISO الذي يحكم التفاوتات العامة للأبعاد الخطية والزاوية. ↩︎
6. شركة تفتيش عالمية كبرى تقدم خدمات التحقق من طرف ثالث. ↩︎
7. معلومات عن أجهزة القياس الإحداثي (CMM) واستخدامها في فحص الأبعاد عالي الدقة. ↩︎
8. معلومات من هيئة المعايير الرسمية حول إمكانية تتبع القياس وأهمية المعايبة. ↩︎
9. معيار ISO الذي يفصل نظام الحدود والملاءمات للفتحات والأعمدة. ↩︎
10. دليل لمؤشر قدرة العملية (Cpk)، وهو مقياس رئيسي لأداء العملية واتساقها. ↩︎